
产品概况
锌阳极适用于电阻率小于15 Q·m的介质(包括海水、海泥、土壤等)中的钢结构阴极保护用的锌阳极的设计、制造、检验、贮存等,包括船舶、港工设施、海洋工程、埋地金属管道、储罐、海水冷却水系统等钢结构阴极保护用的锌阳极。
生产加工材料:
锌锭需要满足 GB/T 470—2008标准
碳素结构钢需要满足 GB/T 700标准
重熔用铝锭需要满足 GB/T 1196—2017标准
钢筋混凝土用钢第需要满足 GB/T 1499.2标准
热轧带肋钢筋需要满足 GB/T 6682标准
分析实验室用水规格和试验方法需要满足 GB/T 8170标准
数值修约规则与极限数值的表示和判定需要满足 GB/T 8923.1—2011标准
未涂覆过的钢材表面和清除原有涂层后的钢材表面的锈蚀等级和处理等级需要满足
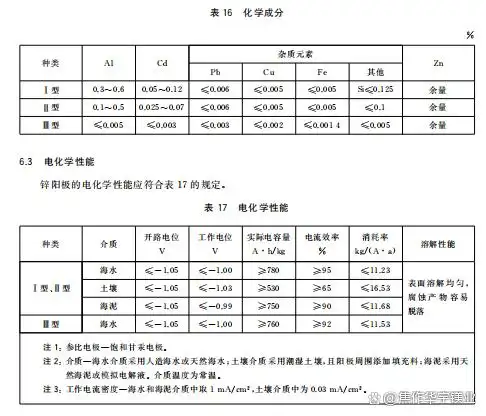
牺牲阳极电化学性能试验方法需要满足GB/T 17848标准
金属镀层和化学覆盖层厚度系列及质量要求需要满足CB/T 3764标准
镉锭需要满足YS/T 72—2014标准
分类
锌阳极按化学成分可分为锌-铝-镉阳极(I型和Ⅱ型,含镉元素,使用前应征求需方的许可)和纯锌阳极(Ⅲ型),其中I型和Ⅲ型锌阳极适用环境温度不超过50℃。
锌阳极按用途可分为船体用锌阳极、液舱用锌阳极、港工和海洋工程设施用锌阳极、海水冷却水系统用锌阳极、储罐用锌阳极和埋地管线用锌阳极。
锌阳极按结构型式可分为单铁脚焊接式锌阳极、双铁脚焊接式锌阳极、螺栓连接式锌阳极、圆盘状锌阳极和带状锌阳极。
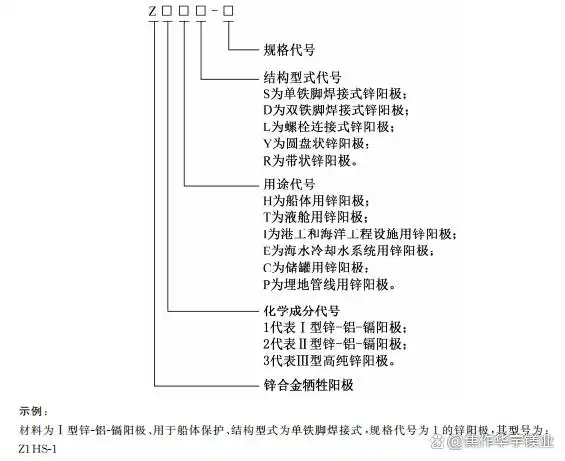
型号表示
锌阳极的型号表示方法如下。
规格、参数和结构型式
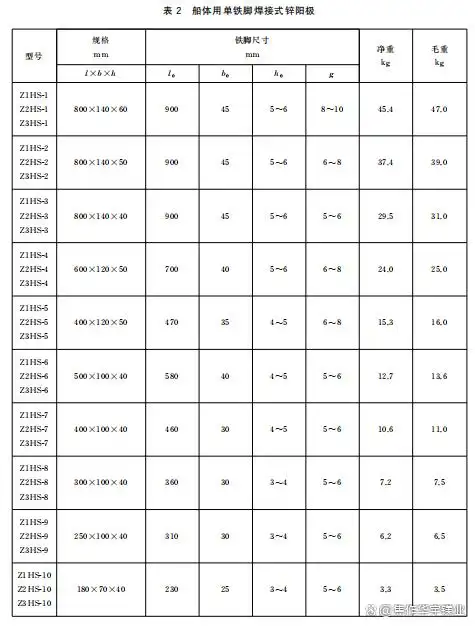
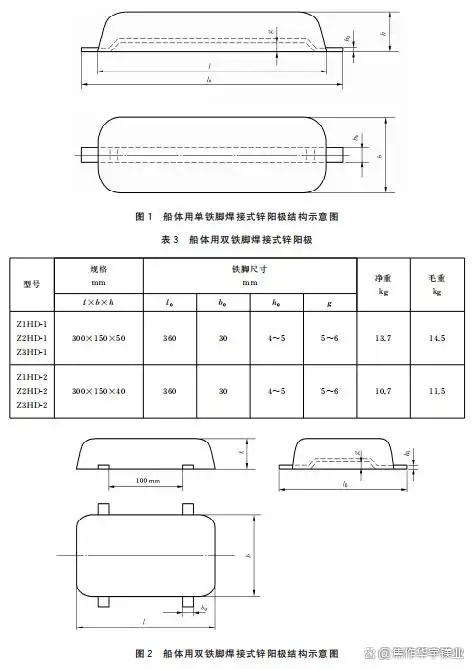
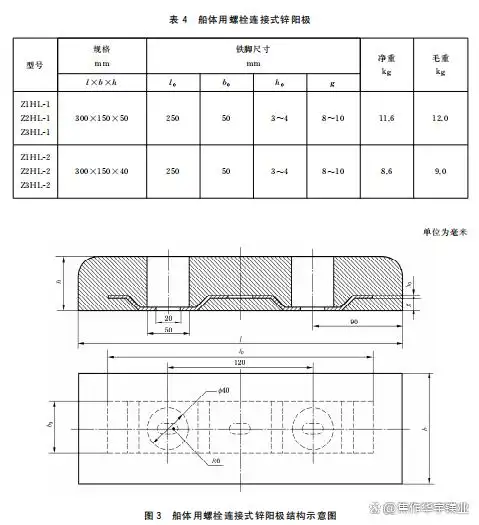
船体用锌阳极的型号和参数见表2、表3和表4,结构型式见图1、图2和图3。
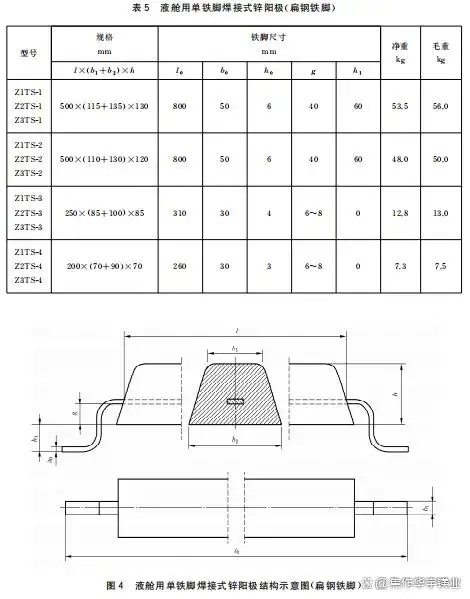
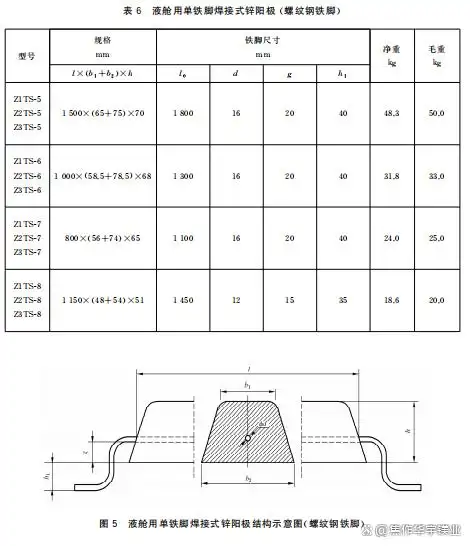
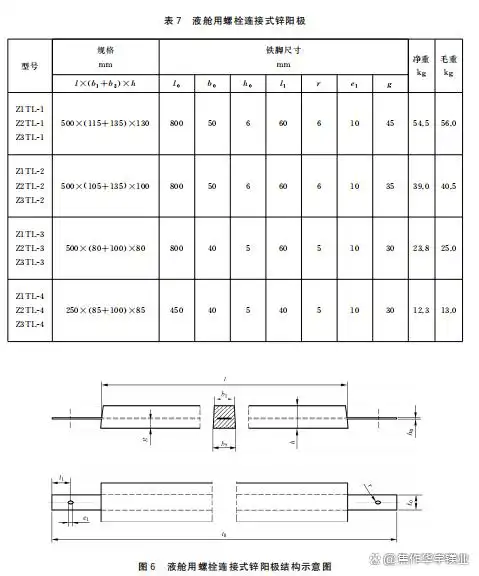
液舱用锌阳极型号和参数见表5.表6和表7,结构型式见图4、图5和图6.
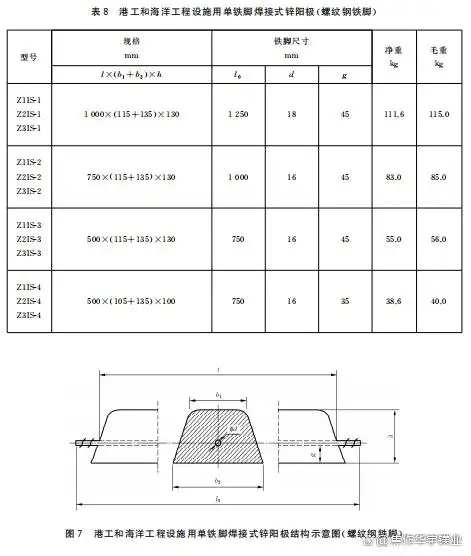
港工和海洋工程设施用锌阳极的型号和参数见表8和表9,结构型式见图7和图8.
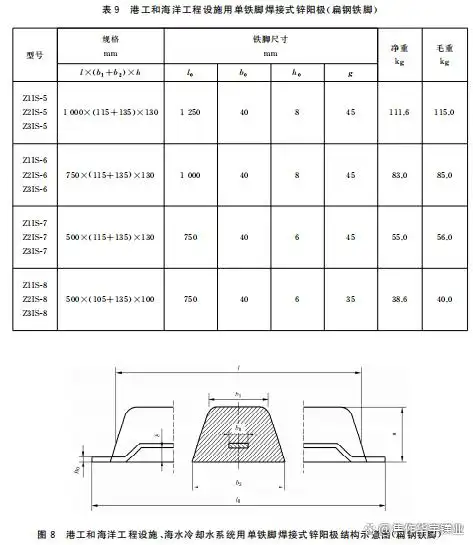
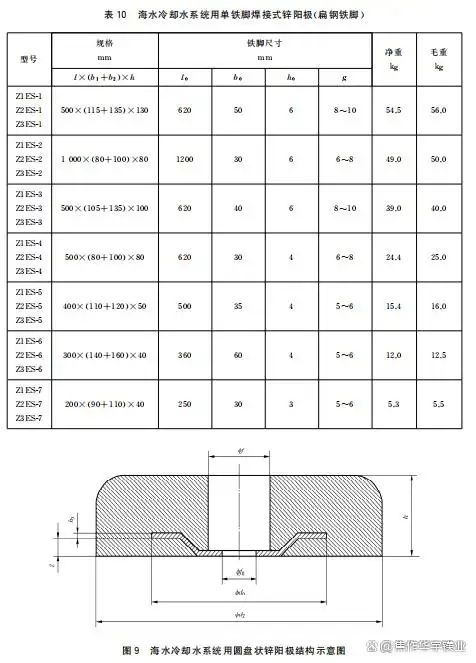
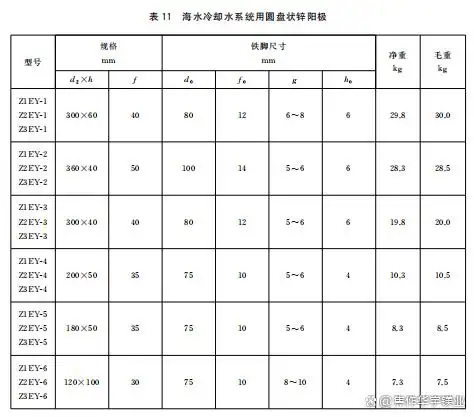
海水冷却水系统用锌阳极的型号和参数见表10和表11,结构型式见图8和图9.
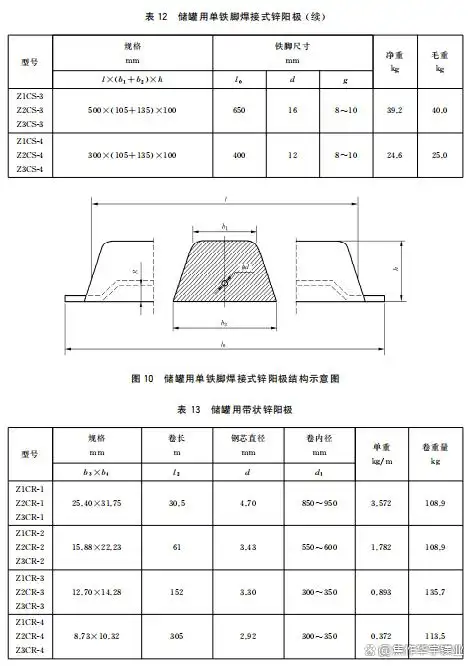
储罐用锌阳极的型号和参数见表12和表13,结构型式见图10和图11.

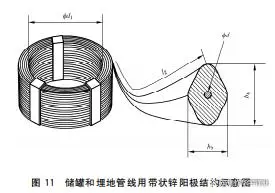
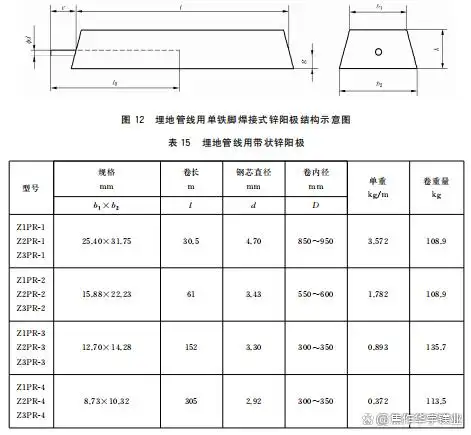
理地管线用锌阳极的型号和参数见表14和表15.结构型式见图11和图12。

锌合金牺牲阳极化学成分
锌阳极的化学成分(质量分数)应符合表16的规定。
锌合金牺牲阳极表面质量
锌阳极的工作面可为铸造面·工作面应保持干净,不应沾有油漆和油污等。
锌阳极的工作面应无氧化渣,毛刺、飞边、裂纹等缺陷
锌阳极的工作面允许有铸造缩孔,数量不超过2个,孔径不大于10 mm,深度应不超过10 mm,且不超过锌阳极厚度的10%。
锌阳极的非工作面应平整·宜在非工作面均匀涂刷有机涂料或加装其他绝缘层。
铁脚
材质
钢筋铁脚
采用带肋钢筋制造。钢筋成分、尺寸及外形应符合GB/T 1499.2的规定。
板状铁脚
采用碳素结构钢制造。钢的成分、尺寸应符合GB/T 700的规定。
表面处理
铁脚表面应清洁无锈·经镀锌或喷砂处理,镀锌层质量应符合CE/T 3764的规定,喷砂处理应满足GB/T 8923.1—2011中S2的要求。
接触电阻
阳极体与铁脚之间的接触电阻应不大于0.0010.重量和尺寸
重量偏差
锌阳极的每块允许毛重偏差为士3%,每批次锌阳极的总重量不应出现负偏差。
带状锌阳极的每米允许毛重偏差为士5%,每卷带状锌阳极的总重量不应出现负偏差
尺寸偏差
锌阳极(带状除外)的每块允许长度偏差为士2%,宽度偏差为士3%,厚度偏差为士5%,直线度不大于2%。
带状锌阳极的截面尺寸允许偏差为±l mm,钢芯直径允许偏差为±0.4 mm,钢芯同心度偏差不大于2 mm,每卷带状锌阳极的总长度不应出现负偏差。










