
一、说明
适用于电缆线与构筑物的铝热焊接。根据实际情况准备工具,为方便安装,可以使用您认为更为方便可靠的工具。如有疑问请联系本公司。
二、工具

1.铝热焊剂(银色大包);2.引火粉(银色小包);3.金属垫片(银色圆片);
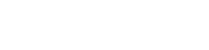
4.铝热焊专用模具;5.打火枪;6.凿子、铁锤、砂纸;7.钢刷、毛刷;
三、步骤
第1步:破坏管道表面防腐层,除锈、去污。
一般管道表面有不同防腐层,首先用凿子在焊接点破坏一定面积的防腐层(大约 80*80mm2,视模具大小而定,破坏面积要比模具底部面积稍大),露出
管道金属表面,并除锈打磨,要求表面干燥无油脂(如果有锈迹、油脂则焊接不牢固)。

第2步:剥掉电缆的绝缘 保护层,露出长约 35mm
左右的一段铜芯。铜芯露 出的长度根据模具大小而 定,规格大的模具,孔槽 的长度会稍长;铜芯的长
度以通过孔槽,通过圆孔为准。
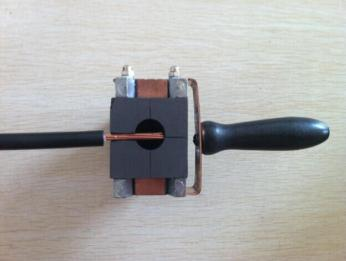
第3步:模具底部(留有电缆孔槽的一面)紧贴住除锈的管属面, 将电缆插入模具底部孔槽。
第4步:打开顶部盖子,将金属垫片放入模具,堵住其内孔。金 属垫片成凹凸状, 注意:将凸出一面朝下,放入模具内孔。
第5步:剪开铝热焊剂(大包),倒入内孔。因为放有垫片,所 以铝热焊剂不会漏下来。
第6步:剪开引火粉(小包),倒入内孔,以及模具边沿上少许 (以便打火枪引燃)。
第7步:将模具盖盖好,用点火枪点燃引火粉。
第8步:引火粉引燃焊剂,焊剂燃烧后把垫片融化成液体,顺着内孔流下到铜芯电缆。
第9步:15 秒后起模具,清渣,焊接成功。用钢刷、毛刷等工具清除模具内残渣,以备下次使用。
第10步:焊接完后,请铁锤敲击看是否焊接牢固,若不牢固,需要重新焊接。

注意事项:
1.操作环境切记要通风良好,周边 5 米内没有易燃易爆物品。
2.引火粉引燃时,务必将其他焊剂和引火粉以及可能燃烧的物品远离 引燃处放置。
3.人切勿处于模具盖正面,以免受伤。
4.焊剂及引火粉切忌受潮,受潮后应安全废弃,切勿烘烤使用。
5.焊接时,人员不准围聚;操作工需佩戴安全劳保工具,避免受伤。










